中厚板結構件焊接是裝備制造業(yè)的重要生產(chǎn)工序,中厚板涉及的行業(yè)主要包括:工程機械、建筑機械、煤炭機械、鐵路機車、建筑機械、機床、風電、鍋爐及壓力容器、鋼結構、造船和橋梁制造等大型結構件。
一般來說,鋼板按厚度的不同可以分為薄板、中板和厚板,厚度≤4.5mm為薄板,4.5mm<厚度≤20mm的鋼板為中板,20mm<厚度≤60mm的鋼板為厚板,厚度>60mm的鋼板為特厚板。
目前,由于制造業(yè)的高速發(fā)展,市場對焊接構件的精度和速度提出了更高的要求,而一般工人由于受技術水平、疲勞程度等原因無法實現(xiàn)目前的焊接要求,另外焊接過程中產(chǎn)生的火花、飛濺、煙霧等都影響著工人的健康。
隨著生產(chǎn)自動化和智能化技術的迅速發(fā)展,各種新技術在焊接領域得到了廣泛應用,焊接自動跟蹤系統(tǒng)已成為焊接自動控制研究領域中的一個重要內容。精確的焊縫跟蹤可以快速實現(xiàn)焊縫的精確定位,是保證焊接質量的關鍵,是實現(xiàn)焊接過程自動化的重要研究方向。
中厚板焊接施焊過程中,易產(chǎn)生熱裂紋與冷裂紋。因此,在實際生產(chǎn)制造過程中,應對焊接過程進行控制,以防止焊接裂紋的產(chǎn)生。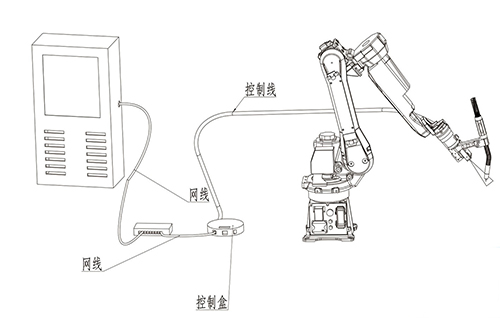
1、智能尋位
在中厚板焊接中,對工件焊道焊縫進行尋位
2、溝槽尋位
在智能尋位的基礎上,焊槍針對溝槽進行尋位獲得位置及尺寸
3、電弧跟蹤
焊接時要實現(xiàn)弧焊控制跟蹤啟動,固定焊接起始點
4、多層焊接
廣泛應用于中厚板焊接中
5、擺動焊接
是填充中厚板寬縫焊道的重要手段,焊槍擺動功能啟動,原點擺動。
6、編程規(guī)范
編寫規(guī)范的焊接程序。在焊接文件中插入尋位程序,。對每條焊縫在焊接前進行尋位
7、機器人姿勢
調整機器人運動姿勢,方式機器人運動中發(fā)生碰撞或者進入運動死點,保證焊接工藝的合格與美觀。機器人在行走每一條焊縫之前應當把機器人調整到合理的姿態(tài)和位置。調整焊槍盡量使焊槍在焊接中姿態(tài)變化大不大
8、焊接工藝
外部因素---排除影響焊接工藝的外部因素,焊接前要清理鐵銹、油污,防止吹風
船型焊接---對于角焊,焊槍盡量垂直向下對準焊角,保證焊接成形質量。另外焊槍推焊,焊槍和垂直方向成20o以內的角度前進焊接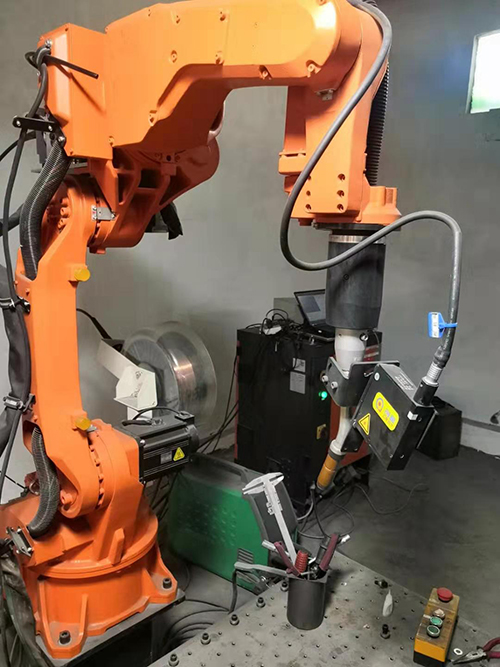
V型焊接---V型對接坡口焊縫底部托板不應過薄且與母材間隙不應過大,以免打底焊接時焊漏。如果存在間隙,焊接前可以用機器人點焊打底。
焊接參數(shù)---設置合適的焊接參數(shù)可以焊出漂亮的成形。不但每個焊接面的參數(shù)值不一樣,就是同一道焊縫每層焊接的參數(shù)值也不一樣。
對于厚度較大的焊件,一般都應采用多層焊。每層焊縫的厚度對焊縫質量和焊接應力的大小有著一定的影響。對于低碳鋼和強度等級低的普通低合金鋼,如果每層焊縫厚度過厚,會引起結構變形增大,對焊縫金屬的塑性稍有不利影響。
當焊件較厚時,往往需要多層焊。多層焊時,后層焊道對前一層焊道重新加熱和部分熔合,可以消除后者存在的偏析、夾渣及一些氣孔。同時后層焊道還對前層焊道有熱處理作用,能改善焊縫的金屬組織,提高焊縫的力學性能。因此,性能要求高的焊縫與接頭,焊接層數(shù)多有利于控制焊接質量,每層焊縫厚度不宜
北京創(chuàng)想智控作為一家專業(yè)從事機器視覺研發(fā)及生產(chǎn)的高新技術企業(yè),多年來一直致力于憑借強大的核心技術及創(chuàng)新能力為用戶提供一站式、優(yōu)質的綜合解決方案。
創(chuàng)想智控自主研發(fā)的機器人焊縫跟蹤系統(tǒng)配合焊接機器人使用,可以正確引導機器人進行焊接定位。
機器人焊縫跟蹤系統(tǒng)可將檢測出的焊縫的位置和形狀信息轉化為信號,控制系統(tǒng)對信號進行處理,根據(jù)檢測結果控制自動調節(jié)機構調整焊槍位置,從而實現(xiàn)焊縫自動跟蹤。保證焊接質量的可靠性。可以說,焊縫跟蹤是保證焊接機器人焊接質量的一個重要的因素,可大幅度提高生產(chǎn)效率及焊接質量,確保焊接安全及焊縫完美。
中厚板結構件焊接是裝備制造業(yè)的重要生產(chǎn)工序,中厚板涉及的行業(yè)主要包括:工程機械、建筑機械、煤炭機械、鐵路機車、建筑機械、機床、風電、鍋爐及壓力容器、鋼結構、造船和橋梁制造等大型結構件。
一般來說,鋼板按厚度的不同可以分為薄板、中板和厚板,厚度≤4.5mm為薄板,4.5mm<厚度≤20mm的鋼板為中板,20mm<厚度≤60mm的鋼板為厚板,厚度>60mm的鋼板為特厚板。
目前,由于制造業(yè)的高速發(fā)展,市場對焊接構件的精度和速度提出了更高的要求,而一般工人由于受技術水平、疲勞程度等原因無法實現(xiàn)目前的焊接要求,另外焊接過程中產(chǎn)生的火花、飛濺、煙霧等都影響著工人的健康。
隨著生產(chǎn)自動化和智能化技術的迅速發(fā)展,各種新技術在焊接領域得到了廣泛應用,焊接自動跟蹤系統(tǒng)已成為焊接自動控制研究領域中的一個重要內容。精確的焊縫跟蹤可以快速實現(xiàn)焊縫的精確定位,是保證焊接質量的關鍵,是實現(xiàn)焊接過程自動化的重要研究方向。
中厚板焊接施焊過程中,易產(chǎn)生熱裂紋與冷裂紋。因此,在實際生產(chǎn)制造過程中,應對焊接過程進行控制,以防止焊接裂紋的產(chǎn)生。
1、智能尋位
在中厚板焊接中,對工件焊道焊縫進行尋位
2、溝槽尋位
在智能尋位的基礎上,焊槍針對溝槽進行尋位獲得位置及尺寸
3、電弧跟蹤
焊接時要實現(xiàn)弧焊控制跟蹤啟動,固定焊接起始點
4、多層焊接
廣泛應用于中厚板焊接中
5、擺動焊接
是填充中厚板寬縫焊道的重要手段,焊槍擺動功能啟動,原點擺動。
6、編程規(guī)范
編寫規(guī)范的焊接程序。在焊接文件中插入尋位程序,。對每條焊縫在焊接前進行尋位
7、機器人姿勢
調整機器人運動姿勢,方式機器人運動中發(fā)生碰撞或者進入運動死點,保證焊接工藝的合格與美觀。機器人在行走每一條焊縫之前應當把機器人調整到合理的姿態(tài)和位置。調整焊槍盡量使焊槍在焊接中姿態(tài)變化大不大
8、焊接工藝
外部因素---排除影響焊接工藝的外部因素,焊接前要清理鐵銹、油污,防止吹風
船型焊接---對于角焊,焊槍盡量垂直向下對準焊角,保證焊接成形質量。另外焊槍推焊,焊槍和垂直方向成20o以內的角度前進焊接
V型焊接---V型對接坡口焊縫底部托板不應過薄且與母材間隙不應過大,以免打底焊接時焊漏。如果存在間隙,焊接前可以用機器人點焊打底。
焊接參數(shù)---設置合適的焊接參數(shù)可以焊出漂亮的成形。不但每個焊接面的參數(shù)值不一樣,就是同一道焊縫每層焊接的參數(shù)值也不一樣。
對于厚度較大的焊件,一般都應采用多層焊。每層焊縫的厚度對焊縫質量和焊接應力的大小有著一定的影響。對于低碳鋼和強度等級低的普通低合金鋼,如果每層焊縫厚度過厚,會引起結構變形增大,對焊縫金屬的塑性稍有不利影響。
當焊件較厚時,往往需要多層焊。多層焊時,后層焊道對前一層焊道重新加熱和部分熔合,可以消除后者存在的偏析、夾渣及一些氣孔。同時后層焊道還對前層焊道有熱處理作用,能改善焊縫的金屬組織,提高焊縫的力學性能。因此,性能要求高的焊縫與接頭,焊接層數(shù)多有利于控制焊接質量,每層焊縫厚度不宜
北京創(chuàng)想智控作為一家專業(yè)從事機器視覺研發(fā)及生產(chǎn)的高新技術企業(yè),多年來一直致力于憑借強大的核心技術及創(chuàng)新能力為用戶提供一站式、優(yōu)質的綜合解決方案。
創(chuàng)想智控自主研發(fā)的機器人焊縫跟蹤系統(tǒng)配合焊接機器人使用,可以正確引導機器人進行焊接定位。
機器人焊縫跟蹤系統(tǒng)可將檢測出的焊縫的位置和形狀信息轉化為信號,控制系統(tǒng)對信號進行處理,根據(jù)檢測結果控制自動調節(jié)機構調整焊槍位置,從而實現(xiàn)焊縫自動跟蹤。保證焊接質量的可靠性。可以說,焊縫跟蹤是保證焊接機器人焊接質量的一個重要的因素,可大幅度提高生產(chǎn)效率及焊接質量,確保焊接安全及焊縫完美。
中厚板結構件焊接是裝備制造業(yè)的重要生產(chǎn)工序,中厚板涉及的行業(yè)主要包括:工程機械、建筑機械、煤炭機械、鐵路機車、建筑機械、機床、風電、鍋爐及壓力容器、鋼結構、造船和橋梁制造等大型結構件。
一般來說,鋼板按厚度的不同可以分為薄板、中板和厚板,厚度≤4.5mm為薄板,4.5mm<厚度≤20mm的鋼板為中板,20mm<厚度≤60mm的鋼板為厚板,厚度>60mm的鋼板為特厚板。
目前,由于制造業(yè)的高速發(fā)展,市場對焊接構件的精度和速度提出了更高的要求,而一般工人由于受技術水平、疲勞程度等原因無法實現(xiàn)目前的焊接要求,另外焊接過程中產(chǎn)生的火花、飛濺、煙霧等都影響著工人的健康。
隨著生產(chǎn)自動化和智能化技術的迅速發(fā)展,各種新技術在焊接領域得到了廣泛應用,焊接自動跟蹤系統(tǒng)已成為焊接自動控制研究領域中的一個重要內容。精確的焊縫跟蹤可以快速實現(xiàn)焊縫的精確定位,是保證焊接質量的關鍵,是實現(xiàn)焊接過程自動化的重要研究方向。
中厚板焊接施焊過程中,易產(chǎn)生熱裂紋與冷裂紋。因此,在實際生產(chǎn)制造過程中,應對焊接過程進行控制,以防止焊接裂紋的產(chǎn)生。
1、智能尋位
在中厚板焊接中,對工件焊道焊縫進行尋位
2、溝槽尋位
在智能尋位的基礎上,焊槍針對溝槽進行尋位獲得位置及尺寸
3、電弧跟蹤
焊接時要實現(xiàn)弧焊控制跟蹤啟動,固定焊接起始點
4、多層焊接
廣泛應用于中厚板焊接中
5、擺動焊接
是填充中厚板寬縫焊道的重要手段,焊槍擺動功能啟動,原點擺動。
6、編程規(guī)范
編寫規(guī)范的焊接程序。在焊接文件中插入尋位程序,。對每條焊縫在焊接前進行尋位
7、機器人姿勢
調整機器人運動姿勢,方式機器人運動中發(fā)生碰撞或者進入運動死點,保證焊接工藝的合格與美觀。機器人在行走每一條焊縫之前應當把機器人調整到合理的姿態(tài)和位置。調整焊槍盡量使焊槍在焊接中姿態(tài)變化大不大
8、焊接工藝
外部因素---排除影響焊接工藝的外部因素,焊接前要清理鐵銹、油污,防止吹風
船型焊接---對于角焊,焊槍盡量垂直向下對準焊角,保證焊接成形質量。另外焊槍推焊,焊槍和垂直方向成20o以內的角度前進焊接
V型焊接---V型對接坡口焊縫底部托板不應過薄且與母材間隙不應過大,以免打底焊接時焊漏。如果存在間隙,焊接前可以用機器人點焊打底。
焊接參數(shù)---設置合適的焊接參數(shù)可以焊出漂亮的成形。不但每個焊接面的參數(shù)值不一樣,就是同一道焊縫每層焊接的參數(shù)值也不一樣。
對于厚度較大的焊件,一般都應采用多層焊。每層焊縫的厚度對焊縫質量和焊接應力的大小有著一定的影響。對于低碳鋼和強度等級低的普通低合金鋼,如果每層焊縫厚度過厚,會引起結構變形增大,對焊縫金屬的塑性稍有不利影響。
當焊件較厚時,往往需要多層焊。多層焊時,后層焊道對前一層焊道重新加熱和部分熔合,可以消除后者存在的偏析、夾渣及一些氣孔。同時后層焊道還對前層焊道有熱處理作用,能改善焊縫的金屬組織,提高焊縫的力學性能。因此,性能要求高的焊縫與接頭,焊接層數(shù)多有利于控制焊接質量,每層焊縫厚度不宜
北京創(chuàng)想智控作為一家專業(yè)從事機器視覺研發(fā)及生產(chǎn)的高新技術企業(yè),多年來一直致力于憑借強大的核心技術及創(chuàng)新能力為用戶提供一站式、優(yōu)質的綜合解決方案。
創(chuàng)想智控自主研發(fā)的機器人焊縫跟蹤系統(tǒng)配合焊接機器人使用,可以正確引導機器人進行焊接定位。
機器人焊縫跟蹤系統(tǒng)可將檢測出的焊縫的位置和形狀信息轉化為信號,控制系統(tǒng)對信號進行處理,根據(jù)檢測結果控制自動調節(jié)機構調整焊槍位置,從而實現(xiàn)焊縫自動跟蹤。保證焊接質量的可靠性。可以說,焊縫跟蹤是保證焊接機器人焊接質量的一個重要的因素,可大幅度提高生產(chǎn)效率及焊接質量,確保焊接安全及焊縫完美。